Effective data management is essential for both MES platforms and AI initiatives, but each relies on data differently—MES needs contextualized operational data, while AI requires high-quality, structured datasets. Understanding these distinctions helps manufacturers build a data strategy that supports real-time operations today and advanced analytics tomorrow.
Key takeaways:
- MES depends on operational context: High-quality, time-stamped, and structured data from the shop floor is critical for execution, traceability, and compliance.
- AI requires clean, governed data: Analytics and machine learning models need well-curated, consistent datasets with clear semantics to generate reliable insights.
- IT/OT convergence improves data quality: Bridging information and operational technology layers reduces silos and enhances data management.
- Data capture methods matter: Digital collection via MES, edge devices, and automated tools reduces errors and expands usable datasets.
- Strong data foundations future-proof analytics: Investing in governance and architecture today accelerates both MES and AI use cases.
In the wake of ongoing digital transformation projects, businesses are capturing more data than ever before.
So much so that the industry has started referring to these large repositories as data lakes. An effective data lake is a centralized library ready to inform data-driven platforms such as Manufacturing Execution Systems (MES) and AI-powered large language models (LLMs)—both are becoming increasingly popular in the industry, and both wrangle various amounts of data to serve their purpose.
Leaning on our 30+ years of experience, we’ve rounded up our top four best practices to help your organization navigate the invaluable disciplines of data management and collection.
MES and LLMs: Two Powerful Tools
MES and LLMs are hot topics in the industry. That said, questions around how these technologies differ, their similarities, and how they handle data are not uncommon. As answer, let’s begin by breaking down what these systems actually are.
LLMs
Whether for everyday queries, business-critical decisions, and a myriad of things in between, LLMs are rapidly becoming a cornerstone of digital interactions. LLMs are trained on a varied pool of historical events, trends, real-time intelligence, and patterns to inform predictions. They use these datasets to simulate conversation by understanding, generating, and—over time—improving responses.
Common Use Cases in Manufacturing:
- Near-instantaneous data analysis and visualization
- Real-time insights in natural language
- Predictive maintenance
- Performance analysis and forecasting
- Automated scheduling
- Root-cause analysis
Manufacturing Execution Systems
An MES is a dynamic information system that monitors, tracks, documents, and controls the entire production process in real-time. Platforms like TrakSYS bridge the gap between enterprise-level systems (like ERP) and the manufacturing floor, creating a comprehensive view of operations. By capturing data from machines, operators, and processes, MES platforms provide users with enterprise-wide visibility and actionable intelligence.
Common Use Cases in Manufacturing:
- Advanced planning and scheduling
- Quality Management
- End-to-end traceability
- Maintenance Management
- Comprehensive, real-time visibility
- Holistic process optimization
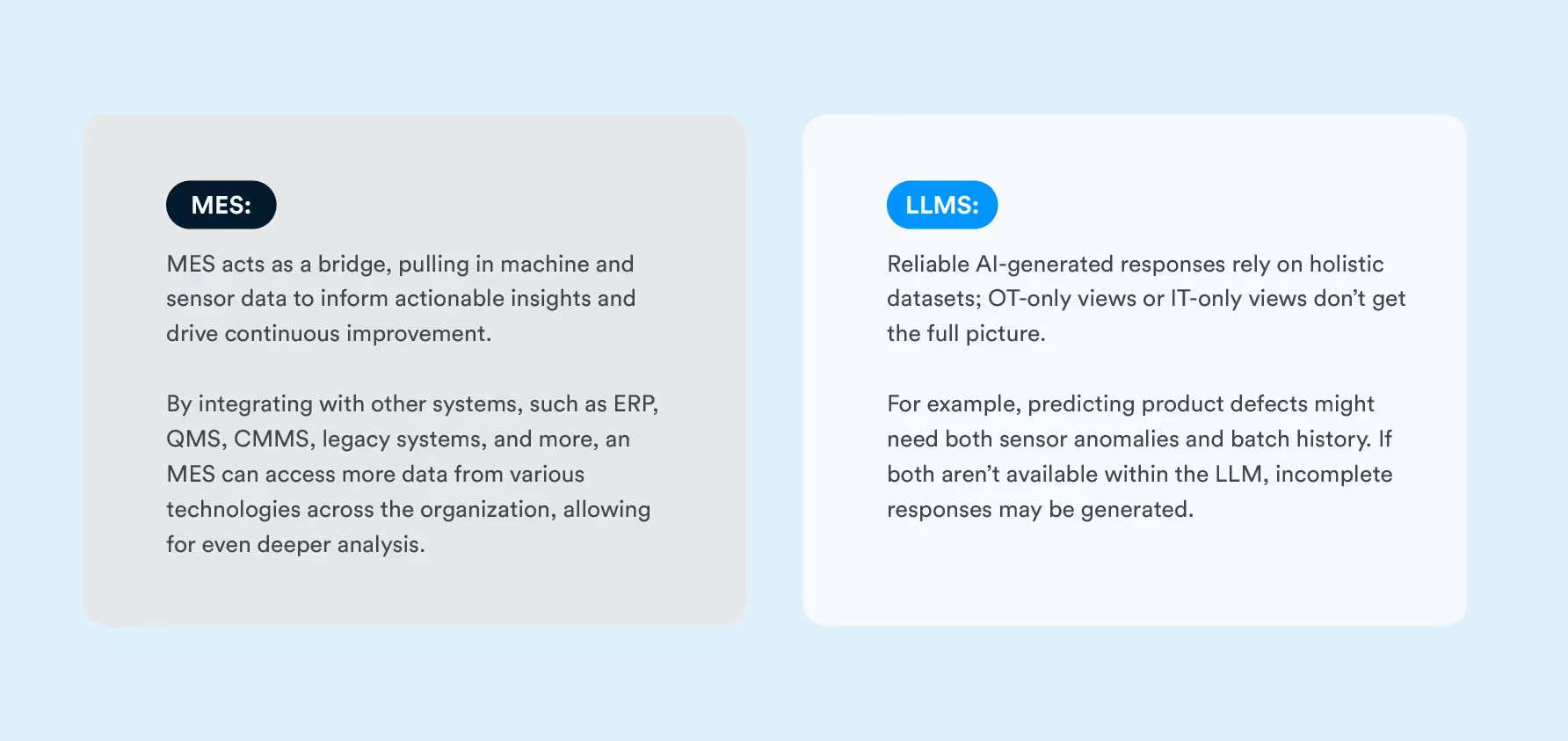
Key similarities between these tools and their data usage include, first, that they utilize both real-time and historical data to form a well-rounded assessment of the organization, and, second, they both depend on reliable, well-structured data. MES and AI technologies are only as accurate and meaningful as the data that powers them.
The significant difference is the scope of data each platform digests to deliver results. An MES handles a vast amount of data, thereby providing a holistic view of production. LLMs, on the other hand, are best served by accessing a narrow data set specific to the use case of the provided prompt. When working together, these technologies create a powerful feedback loop; The MES aggregates large swatches of contextualized data, and the LLM queries the pertinent sections.
Best Practices for Data Collection
With those definitions out of the way, here are four best practices for data management and collection
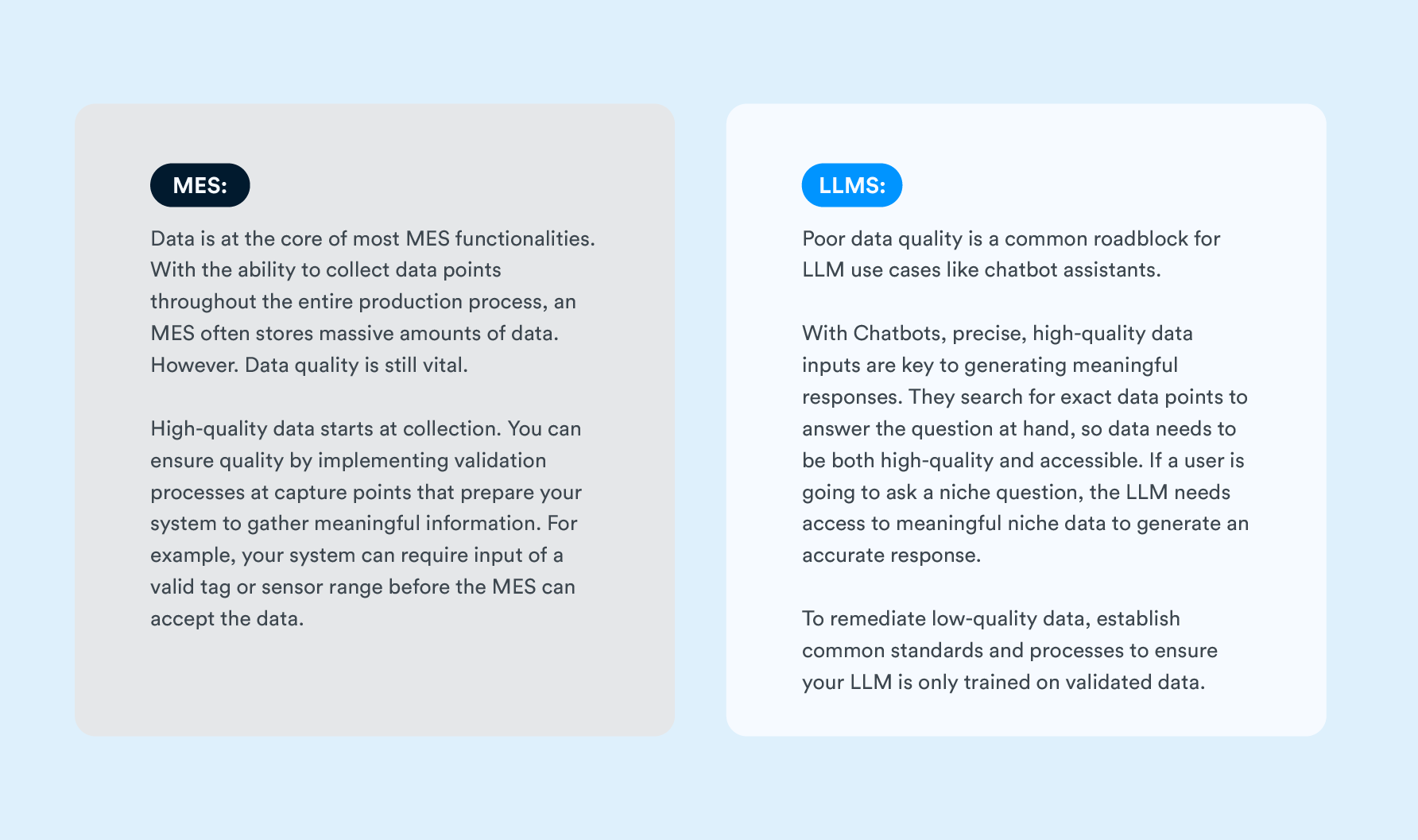
1. Quality Over Quantity
As opposed to collecting anything and everything, businesses benefit when they focus on gathering clean, accurate, consistent, and timely data.Foregoing the above may lead to businesses capturing poor-quality data, which can cause erroneous insights, ill-informed decision-making, false alerts, and, ultimately, customer dissatisfaction and lost profits. Plus, for manufacturers in regulated industries, insufficient data can mean non-compliance, leading to violations and fines.Luckily, in manufacturing, “valid inputs = valid outcomes” is nothing new. Let’s look at how it applies to data quality:
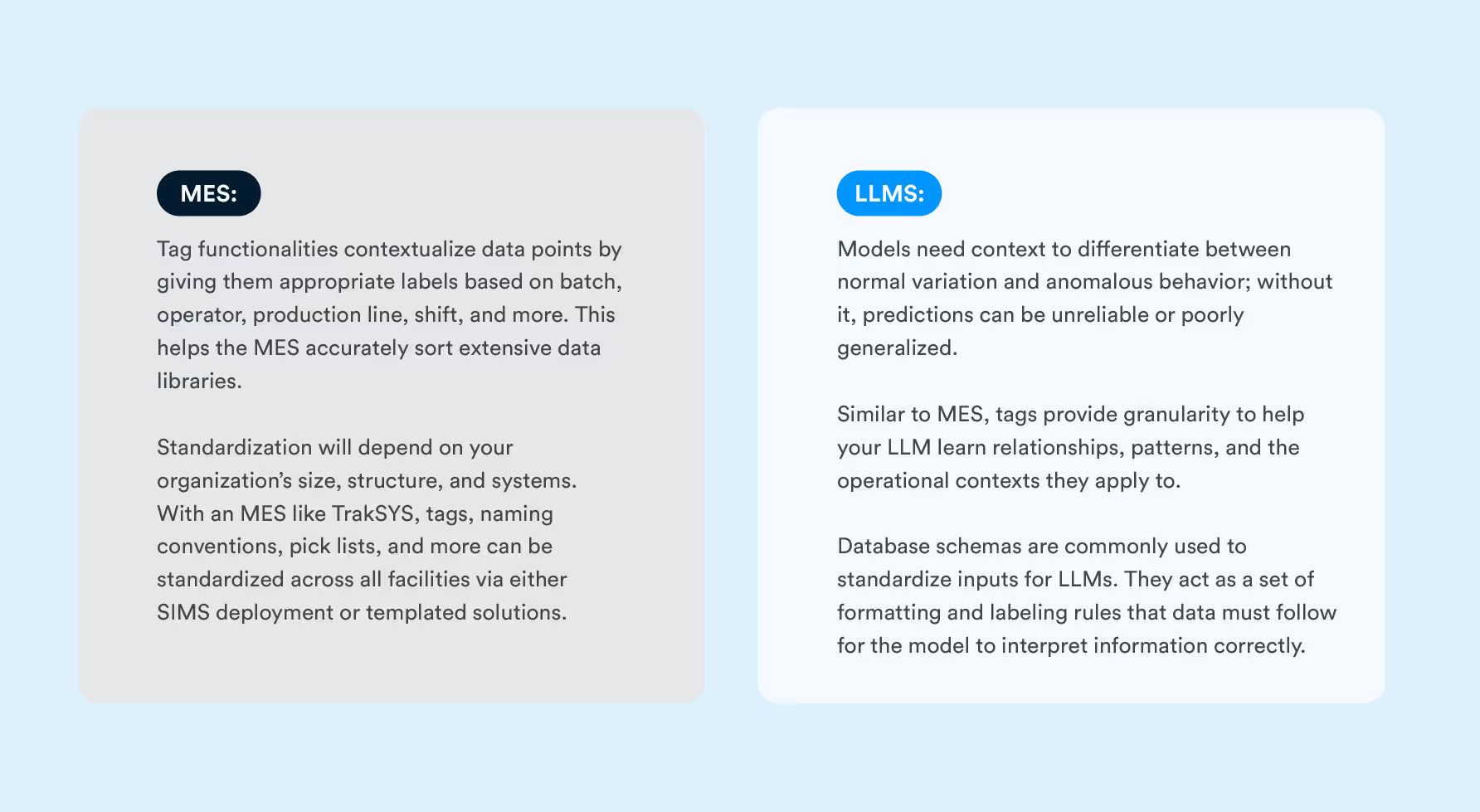
2. Use Contextualized and Standardized Data
Raw data is often meaningless if not contextualized. Background info, such as metadata (when, where, how, by whom) and operational context (machine state, shift, operator, line), help your MES and LLM stay organized.Furthermore, standardization practices—naming conventions, units of measure, order status, and more—ensure consistency in how data is categorized. Without standardization, data becomes error-prone and benchmarks are weakened, leading to generalized or insignificant insights.Here’s how you can contextualize and standardize your data:
3. Eliminate Silos to Unify IT and OT
Modern data management relies on information technology (IT) and operational technology (OT) convergence. When the two are divided, it can delay error detection and lead to ill-informed decision-making. But when silos are eliminated, IT and OT can communicate to uncover valuable business insights. Here’s how:
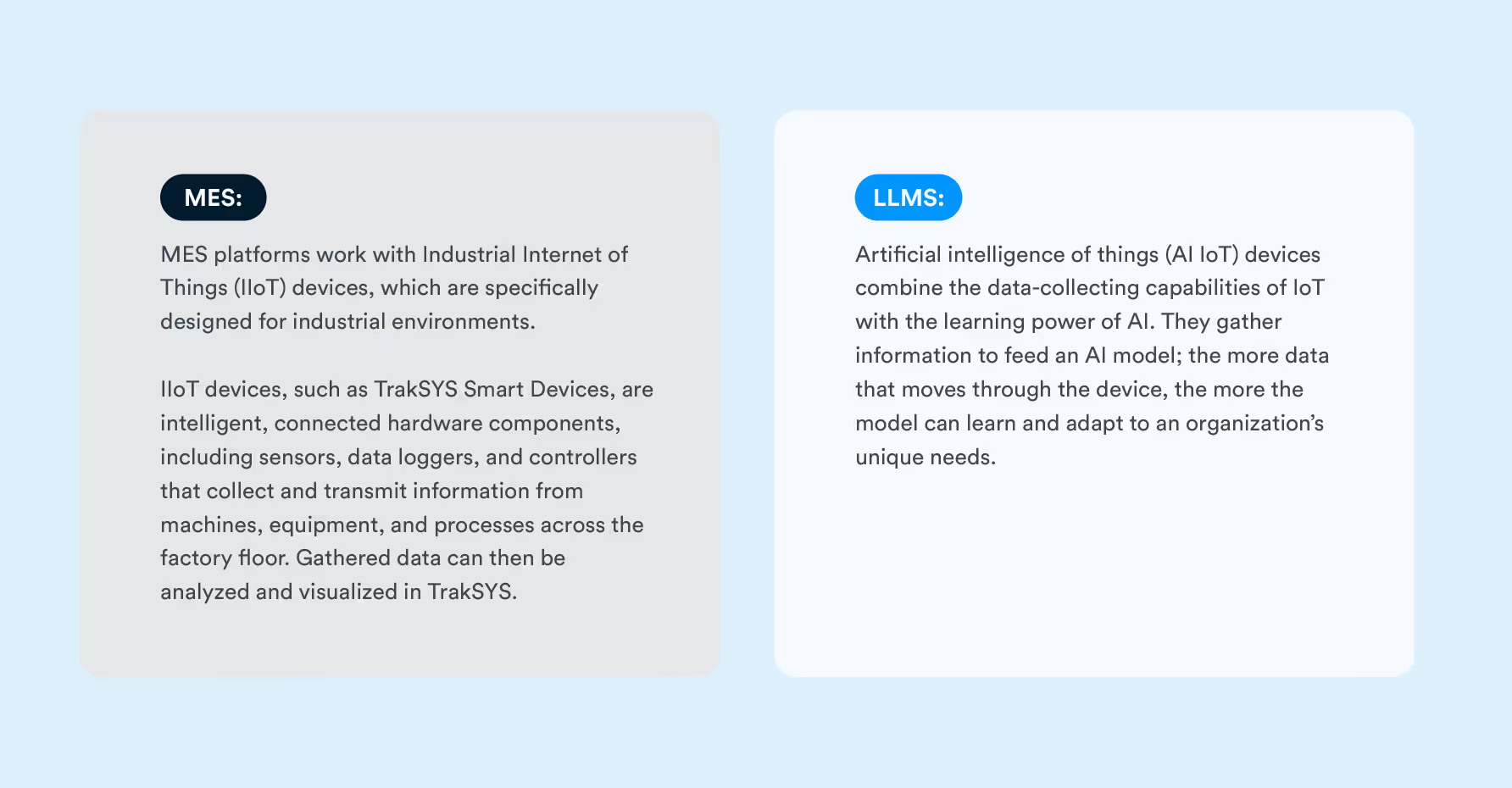
4. Collection Via IoT Devices
Internet of Things (IoT) devices are a common first step for organizations refining their data management strategy. They are installed directly on equipment, thereby turning each piece into a node in the system. This streamlines data collection to make new, more precise information readily available.The continuous, granular production data collected by IoT devices can reduce manual data entry, increase visibility, and enable predictive, automated insights. Without these devices, the data foundation for your MES and LLM is likely incomplete—bolster that data with these devices:
Looking Forward: Designing a Data Management Strategy for Your Future
As LLMs become more and more integrated into operations, forward-thinking manufacturers must ask: What’s next? What data will we need to train our next AI model?
This mindset is what fuels tactical improvements and strategic resilience.
Keeping a robust data lake can be vital to future analytics and models. For example, an organization may not currently need granular ambient temperature data, but this information could be used for future monitoring to detect a correlation between environmental conditions and product quality. Without historical data, such correlations are more difficult to discover.
Conclusion
MES and LLMs are two distinct tools, yet they have a lot in common when it comes to the data that fuels them.
Following these best practices—prioritizing quality, ensuring context and consistency, breaking down silos, and implementing IoT devices—can help you turn your plethora of data into meaningful intelligence for process improvement.
Ready to learn more about how TrakSYS can support effective data collection and management? Contact us today.
FAQs
Related Blog Posts







Let’s Build Your Plan
We’ll help you create the right configuration—today and for the future.